Guide to Weld Procedure Qualification Testing (U.S. Standards)
Weld Procedure Qualification is the process of proving that a given welding procedure will produce a sound weld that meets quality and safety standards. It is basically a guide that includes applicable code requirements and production standards for welding operators. In practice, a welding company writes a Welding Procedure Specification (WPS) – a document that describes how to make a weld (including welding parameters like materials used, positions, voltages, etc.). This WPS must be supported by a Welding Procedure Qualification Record (WPQR or PQR), which is a formal record of a test weld that was performed and rigorously tested to ensure the procedure produces a consistent, repeatable weld.
Essentially, the PQR documents the welding variables used and the results of all required tests, demonstrating that the procedure can achieve the desired weld properties. Major U.S. codes (such as AWS D1.1 for structural welding and ASME Section IX for pressure vessels and piping) require that new WPSs be qualified by testing unless they meet specific pre-approved conditions.

Why is this important?
Having a qualified weld procedure is critical for safety and quality. It ensures the weld has the necessary strength, ductility, and toughness for its intended application. For example, pressure vessels, pipelines, buildings, and bridges all rely on welds that must perform under stress and sometimes extreme conditions (like low temperatures or high pressures). A qualified procedure gives confidence that the welds will not fail in service. In fact, many applications (boilers, pressure vessels, structural steel, etc.) legally require welding to be done with qualified procedures. By performing procedure qualification tests, a manufacturer demonstrates that using the specified procedure will result in welds with properties that meet or exceed code requirements. This is fundamental to quality assurance in welding.
It’s worth noting that welder performance qualification (WPQ) is a related but separate process. Welder qualification tests (WQT) ensure that an individual welder has the skill to deposit sound welds using an approved procedure. Unlike procedure qualification (which involves a battery of mechanical tests on a procedure test coupon), a welder’s test is typically simpler. For instance, a welder might weld a test plate, which is then inspected by X-ray or cut into strips for bend tests. If the weld coupons pass visual and bend tests (showing no cracks or defects), the welder is qualified for that WPS. In summary, procedure qualification verifies the process (the WPS), and welder qualification verifies the person – both are important for compliance with codes like AWS and ASME, to ensure procedures are sound and that welders can execute them properly.
When is a Full WPS and PQR Needed?
A welding company would perform a full procedure qualification (WPS/PQR) whenever they are implementing a new welding procedure that has not been previously proven by testing. According to the codes, certain changes in the variables mandate a new qualification. These essential variables include things like the base material type or grade, the welding process (e.g., SMAW vs. GMAW), filler metal type, material thickness or diameter, and sometimes welding position. If you change any essential variable beyond the limits allowed by the code, the existing procedure is no longer valid, and a new test must be carried out. For example, a material thickness increase beyond the qualified range or switching to a different alloy would require re-qualifying to ensure the welds still meet requirements.
The U.S. codes often clearly define the need for qualification. ASME Section IX generally requires a procedure qualification test (PQR) for any WPS. There are no “prequalified” WPSs in ASME, so every procedure must be backed by testing. AWS D1.1 (Structural Welding Code), on the other hand, provides a set of prequalified WPSs for common joint configurations and materials. If you strictly follow those prequalified rules, you may not need to do a PQR test for those cases. However, if you go outside the prequalified conditions, then AWS D1.1 requires you to qualify the procedure by testing. In summary, a full qualification is needed when you are using any new or unproven welding procedure, or when required by project specifications or contract. Many customers and regulatory bodies will insist on seeing the PQR documentation before work begins, especially in critical applications.
Major Tests Involved in Weld Procedure Qualification
When qualifying a welding procedure, the welded test coupon undergoes a series of mechanical and metallurgical tests to verify that the weld meets code criteria. Each test examines a different aspect of weld quality (such as strength, ductility, toughness, or chemistry). Collectively, performing all these tests is often referred to as a “weld procedure qualification test”. The exact test requirements can vary by code and by the application; for example, some codes or project specifications might add specific tests. Below is a table summarizing the main tests commonly performed and what they check for:
| Test | What it Checks |
| Tensile Test | Measures the tensile strength of the welded joint (ensures the weld metal and joint are as strong as required, typically matching or exceeding the base metal’s strength). |
| Guided Bend Test | Checks ductility and fusion of the weld by bending the specimen – reveals lack of fusion, cracks, or brittleness (ensures the weld can stretch and doesn’t crack under bending). |
| Charpy Impact Test | Measures toughness – the ability of the weld metal to absorb impact energy without fracturing, especially at low temperatures (ensures the weld isn’t too brittle for cold or dynamic service). |
| Hardness Test | Measures the hardness of the weld metal and Heat-Affected Zone (HAZ), which correlates to properties like strength and brittleness; ensures the weld/HAZ isn’t too hard (which can indicate brittleness or crack susceptibility) or too soft. |
| Chemical Analysis | Determines the chemical composition of the weld deposit (and sometimes base metal) to verify the correct alloy content and that no detrimental elements are present; confirms that the filler metal and dilution achieved the intended chemistry (e.g. important for alloy specifications and code grouping like ASME “A-No.” classification). |
In addition to the above, other tests may be included depending on the situation. For example, a macroetch examination (polishing and acid-etching a cross-section of the weld) is often done, especially for welder qualification or for fillet weld procedures, to check penetration and fusion profile. Also, before destructive testing, codes often require non-destructive examination (NDE) such as visual inspection, radiography, or ultrasonic testing. These tests ensure the coupon has no major defects that would invalidate the mechanical tests. All these tests together give a comprehensive picture of weld quality. Below, we explain each main test in simple terms and note how they demonstrate weld quality and compliance.
Tensile Testing (Tension Test)
A tensile test involves pulling a sample of the welded joint until it breaks to measure the weld’s strength. One or more tension test specimens are machined from the full weld cross-section and tested in a tensile testing machine under uniaxial loading until fracture. The maximum force sustained by the specimen is used to calculate the tensile strength.
The test verifies that the weld metal and welded joint meet the required tensile strength. Design codes typically require the weld to meet or exceed the minimum tensile strength of the base metal or filler metal classification. A passing result usually means the specimen fractures in the base metal or in the weld are above the required minimum stress. AWS D1.1, for example, requires transverse tensile tests for procedure qualification coupons.
This test verifies the load-carrying capacity of the weld and confirms that the welded joint meets required quality standards. Failure of the test may indicate issues such as improper filler metal selection, lack of fusion, or other welding defects.
Guided Bend Testing
A bend test is a qualitative mechanical test that stresses the weld in bending to reveal weld discontinuities or brittleness. In a guided bend test, a strip specimen containing the weld is bent into a “U” shape using a plunger or former. Procedure qualifications typically use transverse bend tests, including face bends, root bends, and side bends. AWS D1.1 requires either two face and two root bends, or four side bends, from each procedure qualification coupon.
During testing, the specimen is bent 180° or to a specified bend angle, and the outer surface is inspected for cracks or open defects. Acceptance criteria typically limit the allowable size of cracks or tears on the tension side of the bend specimen.
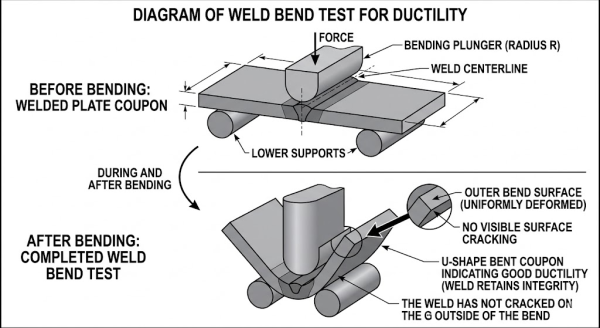
Diagram of a weld bend test: (top) a welded plate coupon before bending, and (bottom) the coupon bent into a “U” shape. The weld in this example has not cracked on the outside of the bend, indicating good ductility. Bend tests will expose welding defects or brittleness by cracking. If a weld has internal flaws or is too brittle, cracks will appear on the outside of the bend.
Bend testing demonstrates weld ductility and soundness. A sound weld will bend without cracking, while discontinuities such as lack of fusion, slag inclusions, or cracks will often open during bending. Bend tests are widely used in procedure and welder qualifications. Because they effectively verify adequate fusion, ductility, and resistance to brittle fracture in the weld metal and heat-affected zone.
Charpy Impact Testing (Notch Toughness Test)
The Charpy V-Notch (CVN) impact test measures notch toughness — the ability of weld metal or the heat-affected zone (HAZ) to absorb impact energy at a specified temperature without brittle fracture. This is especially important for low-temperature service, seismic applications, and other conditions where brittle fracture is a concern. A welding procedure may need to be qualified with Charpy testing if the design requires a minimum toughness. AWS D1.1 requires impact testing when notch toughness requirements apply. ASME codes require it when specified by the applicable construction code or contract.
In the test, a small V-notched specimen machined from the weld is tested at a specified temperature using a pendulum impact machine. The absorbed energy, measured in ft-lbs or Joules, indicates the material’s toughness. Higher absorbed energy indicates more ductile behavior, while lower energy values indicate brittle behavior.
Charpy testing verifies that the welding procedure can achieve the required notch toughness at the specified temperature. Codes establish minimum impact energy requirements for the weld metal and HAZ. If a procedure fails Charpy testing, adjustments such as changing filler metal or increasing preheat may be required to improve toughness.
Hardness Testing
Hardness testing checks how hard the weld metal and heat-affected zone are. It is measured by pressing a hardened indenter into the material and measuring the size or depth of the indentation. In welding, hardness tests using Vickers, Rockwell, or Brinell methods are performed on the weld cross-section to ensure the weld metal and HAZ are not excessively hard or soft for the intended service.
Hardness correlates with strength and brittleness. Excessive hardness in the HAZ can indicate martensite formation and increased susceptibility to hydrogen cracking, while low hardness may indicate insufficient strength. Hardness testing is commonly used to evaluate metallurgical properties such as strength, ductility, and wear resistance.
Although not required for most standard procedure qualifications, hardness testing is important for applications such as wear-resistant overlays (WRO), high-strength steels, and sour service welding. ASME Section IX requires hardness testing for WRO qualifications, and some pipeline procedures specify maximum hardness limits for the weld and HAZ.
Testing is typically performed by polishing the weld cross-section and taking hardness readings across the weld metal, HAZ, and base metal using a microhardness tester. The results verify that the welding procedure produces acceptable metallurgical properties for the intended service.
Chemical Analysis of Weld Metal
Chemical analysis in weld qualification verifies the chemical composition of the weld deposit. This is important because the weld metal composition affects mechanical properties and corrosion behavior. The composition of the weld deposit is mainly influenced by the filler metal and dilution from the base metal.
For common filler metals and similar base materials, the weld deposit composition is usually predictable, so codes may not require chemical analysis. However, analysis is often required or useful in the following cases:
- Dissimilar metal welding: When welding different alloys, the resulting weld deposit composition can be complex. Chemical analysis confirms the actual composition and may be used to determine the ASME Section IX A-Number classification.
- Alloy requirements: High-alloy procedures may require verification of elements such as chromium or nickel to confirm the weld deposit meets the intended alloy specification.
- Impurity limits: Some applications require limits on elements such as carbon, sulfur, or phosphorus. Chemical analysis verifies these elements remain within specified limits.
Testing is commonly performed using Optical Emission Spectroscopy (OES), XRF, or laboratory analysis, with results reported as percentages of elements in the weld deposit. In ASME PQR documentation, the analysis may be used to assign the appropriate A-Number.
Although AWS standards and codes generally do not require chemical analysis for standard carbon steel welds, it is common for specialty alloys, hardfacing overlays, and corrosion-resistant overlays, where alloy content directly affects performance. Chemical analysis can also identify issues such as incorrect filler metal selection or unexpected dilution from the base metal.
Compliance with Codes and Standards
The above tests are all commonly mandated or referenced by major U.S. welding standards, such as:
- AWS Codes (American Welding Society): AWS D1.1 (Steel Structural Welding Code) outlines that a PQR for a groove weld requires two transverse tensile tests and four guided bend tests (face and root or side bends) from one welded test plate. If notch toughness is required by the design, Charpy V-notch impact tests must also be done per AWS D1.1’s criteria. AWS D1.5 (Bridge Welding Code) and others have similar requirements. AWS also often calls for macroetch tests for fillet weld procedure qualifications. These codes allow using prequalified WPSs (no PQRs needed) only in specific scenarios. Otherwise, all new procedures must pass the mechanical tests. Welder qualifications per AWS usually involve bend tests or radiographic examination of a test weld, but not the full range of procedure tests.
- ASME Boiler & Pressure Vessel Code (BPVC Section IX): ASME Section IX is a qualification standard that specifies how welding procedures and welders are qualified for applications like pressure vessels (Section VIII), piping (B31 codes), etc. Section IX requires at least two tension tests and two bend tests for a groove weld procedure qualification (more specimens for thicker coupons), unless the referencing construction code mandates additional tests. If the construction code or material specification requires notch toughness, then Charpy testing becomes a supplementary variable. ASME also has special provisions: for example, welding hardfacing or corrosion-resistant overlays has unique test requirements (bend tests for CRO, hardness for WRO). All these are documented in the PQR. Section IX does not explicitly require chemical analysis in most cases, but it defines the A-Number system for recording weld metal chemistry and allows it to be determined by analysis if needed. So while a standard carbon steel procedure might skip a chemistry test and simply record “A-No. 1” (from using an E7018 electrode), a procedure involving unknown dilution might include an analysis to be sure of the A-Number.
- API Codes (American Petroleum Institute): For pipelines (API 1104) and other petroleum industry applications, procedure qualification also involves tensile tests, bend tests, and sometimes nick-break tests or hardness tests, depending on the material and service (e.g., sour service pipelines often require hardness testing of the weld and HAZ to ensure crack resistance). The philosophy is similar: prove the procedure makes sound welds via mechanical testing.
In short, whether it’s AWS, ASME, API, NAVSEA, or other codes, the principle is the same: welding a test coupon with the new procedure, then cutting it up and testing it to destruction to check all critical properties. By doing so, the fabricator demonstrates compliance with the code’s requirements for weld quality.
Benefits of Using Certified Testing Labs
Welding contractors and fabricators often turn to certified third-party testing laboratories such as WH Labs to perform these qualification tests. There are several benefits to using a certified lab for specification and qualification of welding procedures:
- Accuracy and Reliability: Certified labs have calibrated equipment and qualified technicians to ensure accurate results. For example, a lab accredited to ISO/IEC 17025 has demonstrated that it operates competently and generates valid test results, which gives confidence in the data. Many reputable weld testing labs in the U.S. hold such accreditations and even specific approvals (some are AWS Accredited Test Facilities for qualified welder testing). This means they follow strict testing procedures, so clients and inspectors can trust the results.
- Compliance and Expertise: A good laboratory will be well-versed in the code requirements (AWS, ASME, etc.) and can ensure testing is conducted in accordance with the standard, including proper specimen preparation, test methods, and reporting. This is critical because a procedure qualification is only valid if the testing was done per the code’s specifications (for instance, using the correct dimensions for bend specimens, performing tensile tests per ASTM standards, etc.). Labs that specialize in weld testing often have Certified Welding Inspectors (CWIs) and engineers on staff who can write the WPS, supervise the welding of the test coupon, and conduct or subcontract the mechanical tests properly. Their expertise helps avoid mistakes that could invalidate a test.
- Impartial Verification: Using an independent lab provides an unbiased verification of weld quality. The lab’s test report becomes objective evidence that your procedure met the requirements. This can be very important when submitting qualification results to clients or regulatory authorities. They are more likely to trust an independent lab report than an in-house test. In many cases (e.g., for code stamp jobs or government work), third-party witnessing or testing is explicitly required.
- Efficiency and Equipment: Not all contractors have the specialized equipment to perform all these tests. Certified labs have the necessary machines and can perform the tests under controlled conditions. They also handle the machining of test specimens (which itself must meet standards). Outsourcing this task is often more efficient and ensures it’s done right. Labs can usually return results quickly and even provide guidance if a test fails (helping diagnose why a procedure might not have passed, so you can adjust and re-test).
- Documentation and Certification: A lab will provide a formal report of the test results, and often, they can help prepare the PQR document in the format that codes require. This documentation is essential for your records and for auditors. Having the PQR certified by a reputable lab adds credibility. It shows due diligence in your quality program.
In summary, while large companies can do some testing in-house, most welding businesses find that using a qualified lab is the best way to get their welding procedures qualified. The lab essentially becomes a partner in your quality assurance process – making sure your welds are tested thoroughly and correctly. The investment in proper testing pays off by preventing the use of unsound procedures and by giving your company and your clients confidence that the welding procedures will produce safe, high-quality welds.


